神东钢结构


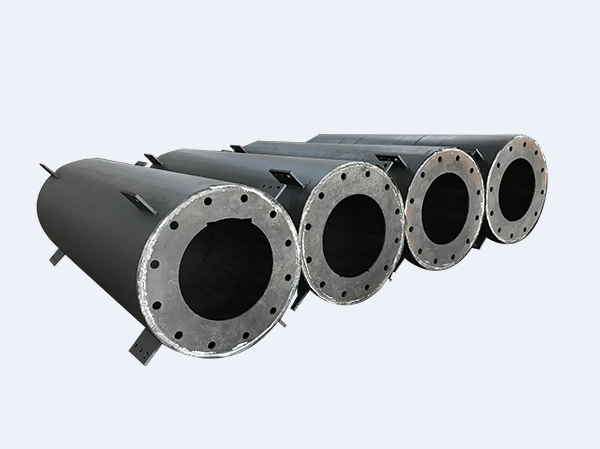
在建造金属建筑时,对一些金属建材进行加工是必经的工序。只有通过一些焊接操作才能将不同的金属牢固地连接在一起,陕西钢管柱组是如何焊接的?现在就跟随小编一起来看看吧!

一、焊接作业条件
1. 运营商
焊接操作工有两种,一种是设备操作工,一种是焊接人员。前者必须经过专业技术培训并取得相关资质证书方可进行钢管焊接作业,后者则必须通过相关技术检验并取得专业证书后方可上岗。施工时必须准备好..防护用品,以..施工人员的..。
2、操作工具
人员准备好后,需要帮助物质条件。包括图纸、打磨机、钢丝刷、起重设备、防堵剂、平铲、焊规等。
二、焊接操作有步骤
一、前期准备
(1)了解图纸要求,..工具零件质量。
(2)反复检查组装好的钢管接头或构件的总体规格是否符合图纸要求,焊接材料和焊接坡口是否符合图纸和工艺标准的质量要求。
(3)检查作业所需的设备、工具、电源是否齐全。
(4)注意焊接区域的环境:
①环境温度:工作环境温度-10度<x<0度,缝焊区各方向应大于或等于钢板厚度的两倍且不小于100mm 母材加热至20度以上。当温度低于-10度时,不宜进行焊接作业。只有制定了..焊接质量的专项方案,才能严格按照施工进行。
②环境湿度应大于90%
2、实施过程
(1)用起重设备将元器件吊到工具架上,焊点尽量平整。对于焊缝少的部位,可采用横焊、立焊连接。
(2)检查元器件焊接区20mm范围内有无油污、锈迹、水分等杂物。
(3)根据工程焊接工艺要求选择焊接材料和调整焊接参数。
(4)焊接连接前,根据被焊材料和环境温度进行预热。
(5)主体结构厚度大于40m且Q235及以上材料的焊缝。
(6)当焊接环境温度低于0度且不低于-10度时,焊缝焊接区母材应加热至20度,大于或等于焊接温度的两倍温度。钢板厚度不小于100mm。完成上述后即可进行焊接;当母材..低预热温度高于20度时,应采用较高的预热温度进行预热。
(7)方形、矩形管段与隔膜焊接时,必须严格控制焊接顺序。圆弧过渡段的焊接可采用立向上焊位,圆弧过渡段的起止位置向两侧延伸一定距离。焊接节点时,您还可以垂直和水平焊接节点。
(8)在焊接过程中,严格遵守具体工程的焊接工艺规程,控制道间温度,减少焊接应力和变形。整体拼装焊接可采用“C”型夹等措施,减少焊接变形。
在焊接过程中,要不断观察焊接状态和焊缝质量,发现异常及时做出调整。每条焊缝的厚度不应超过5mm,每条焊缝的宽度不应超过15mm。当单道焊不能满足焊缝尺寸要求时,需要多层多道焊,层间温度必须严格控制。层间温度不应低于..低预热温度或高于230℃。
(9)零件焊接完毕后,用平铲和磨刀器处理钢件表面的毛刺、焊渣和焊缝不良。如果有任何缺陷,应进行修复。待焊缝完全冷却并达到无损检测条件后,对全熔透焊缝进行无损检测。如陕西钢管柱有超标缺陷,可用气刨或打磨机清除缺陷,补焊。



 当前位置:
当前位置: